
主要用于汽车车身的自动化焊接生产,板件与板件之间的连接,现在主要是利用现有的工艺参数进行焊接,焊接完成后通过破坏性试验来检验产品焊接的质量,不能在生产时有效监控。(科技成果评价)焊接时由于工件的不同,所调整的参数不同,工件表面清洁程度的不同,环境的不同,可能造成焊接时脱焊虚焊,有气孔等不良情况。使产品性能存在安全隐患。

需要较多的科研院校寻求合作,设备技术难点涉及到换热器、海水淡化设备的热工热力设计计算,设计研发新型的板型开发、板型热力传热性能优化设计、设备结构原理、(科技成果评价)构造优化对整个产产品作升级,更好的迎合市场。研发优化后使板式换热器的传热系数达到 5000-7000W/㎡*K 以上的板型,管口接口径 DN500-600,专注于大流量,小温差的热量交换。

视觉导航需要稳定且足够多的特征点,而且特征匹配过程要快速。当前移动机器人视觉传感器视场角度小,稳定特征点数量稀疏,机器人快速移动容易造成匹配不足而定位失败。移动机器人受特征匹配的误差、机械动力误差、计量传感器数据精度影响,在移动过程中容易积累误差,如果仅仅依靠自身的传感器实现长程高精度定位还存在较大困难。移动机器人的工作环境随着时间的推移会发生光线、景物、工件的变化或移动,(科技成果评价)在动态环境中进行场景的可靠性定位是移动机器人面临的一个巨大挑战。技术手段:视觉传感器研究,图像处理预期效果:实现移动机器人对周围环境360度实时全向智能感知,并以此为基础实现机器人的自主移动导航。产品结构紧凑,重量轻的低成本全向视觉传感器。

1、纸芯成型机(横切机),偏心轮机构:在轴上的轮形零件,轴空偏向一边,轴旋转时,轮的外缘推动另一机件运动产生往复运动时造成震动,如何有效减少震动,从而提高裁切速度,目前速度800-900刀/min,期望速度1000刀/min.;2、如何将纸板裁切机(前后往复裁切)自动生产线生产速度从现在的35m/min提高到40m/min,纸板宽幅2000mm,厚度5mm-60mm.。
1、预建造管子自动化加工车间包含管材自动选取管材、切割下料、焊接成型以及自动编码和喷码,自动放入相应托盘;2、自动化仓库:存放管件、构件等的托盘自动化管理和立体储存,功能类似于无人汽车停车库。3、项目建造自动化和可视化管理:依据建造流程和工效,对项目建造进行数据化和自动化管理,自动统计项目进度,可就地和远程观看项目进度,减少管理工时,提高建造工效,降本增效。
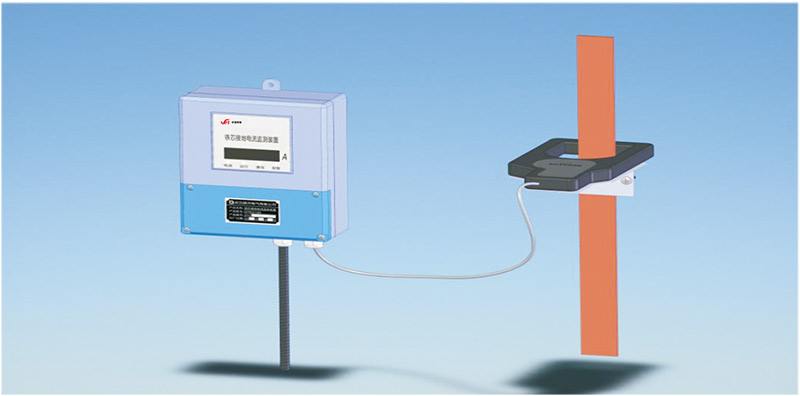
需要联合高校科研院所开展油浸式变压器铁芯在线监测技术研发。希望通过技术攻关达到:(1)铁芯接地电流监测装置实时查看主变的接地电流运行数据、现场查看接地电流值功能,不再需要使用额外仪表检测,远端用户可以通过手机、电脑等设备查看运行数据;(2)具有强大数据存储能力,能查看任意时间段内的运行变化曲线了解设备的运行状态;(3)当出现电流越限(>100mA) 的状况时,装置系统软件可以产生报警提示信息。



